国际标准化组织IOS 3302 |
您所在的位置:网站首页 › m2 c › 国际标准化组织IOS 3302 |
国际标准化组织IOS 3302
|
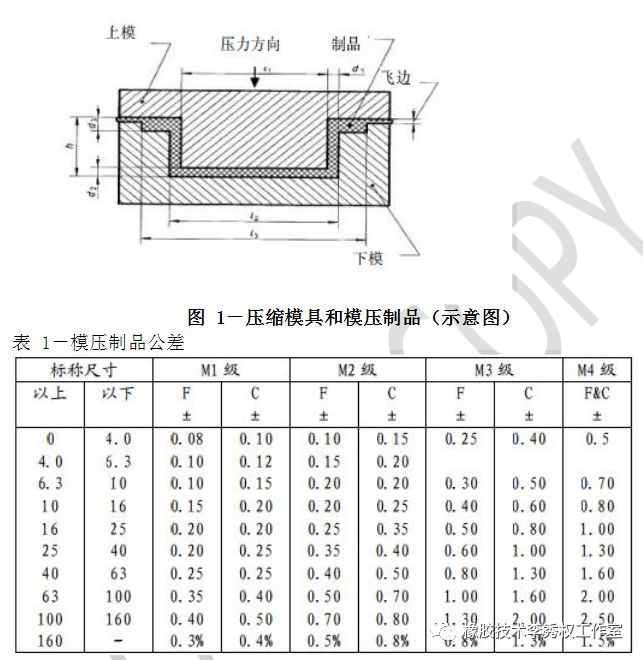
ISO 2230:1973, 硫化橡胶-存储指南 ISO 4648:1991,硫化或热缩橡胶-确定试验样件和试验产品的尺寸。 3.尺寸测量 3.1 概述 对于固体制品,尺寸的测量应该在硫化后的 16 个小时后进行,这个最小时 间是否要延长到 72 小时仍然还存在争议。测量要在供货后的 3 个月内完成,或 者在使用之前进行试验。以先到者为准。试验要在调质后,在标准温度下进行(见 ISO471)。注意保证制品不要在不利的存储条件下存放(见ISO2230)。在测量时 不要让制品变形。 3.2 试验设备 3.2.1 根据不同的环境条件,测量时要使用一个或数个下列仪器设备: 3.2.1.1 对于硬度大于 35IRHD 的橡胶固体制品,使用一个千分表,表头要对其施加 22kPa ±5pKa 的压力,对于硬度小于 35IRHD的橡胶固体制品,表头要对其施加 10kPa±2pKa 的压 力(见 ISO4648,ISO48)。 3.2.1.2 一个适当的光学测量仪。3.2.1.3 一个上下限适应测量尺寸的固定量规。 3.2.1.4 其他量具,包括卷尺,带游标或不带游标的卡尺和千分规。 3.2.2 所有的测量仪器的测量误差不会超过规定的公差。 3.2.3 如果测量需要比较,要使用相同的测量仪器。 4.公差 对于国际标准 ISO3302 的本部分,其标称尺寸和公差都是分别基于推荐编号 R5 和 R10 系列(见 ISO3)。 特殊产品的某些参数尺寸不都是要求适应同样的公差等级。在同一张图纸上 的产品的尺寸参数可能有不同的公差要求。当图纸没有说明公差等级要求时,应 该满足相关表中规定的最大公差。 注: 1.在国际标准 ISO3302 的第一部分中规定的公差可以用同值的正负数值表示(例 如±0.35),也可以用不同值的正负数值表示。假如正负公差相差的值相同,则 用“±”号表示,例如±0.35,如果不同,可以用下列方法表示:+ 0.2-0.5 或+0.7 -0。 2.对于低硬度和高抗拉强度的硫化橡胶,对其公差需要加以特别关注。(例如,天然橡胶硫化)。 5. 模压制品 5.1 概述 国际标准 ISO3302第 1 部分所述的尺寸公差要比实际工程用途的公差要宽松 一些。下列各条要加以考虑: a) 当模压冷却后,所有的橡胶制品都会出现收缩现象,这是模压设计时容许的。收缩量取决于橡胶的类型和配制,在批量与批量之间也会不同,即使用相同的方 法配制。硅胶制品,氟橡胶和其他特殊用途的人造橡胶制品收缩量较大;因此, 这类橡胶很难达到 M1 和 M2 公差等级。 b) 附着在橡胶上的非橡胶件将影响收缩量,因此要考虑实际公差。 c) 根据橡胶制品的类型和精度的不同,用不同的方法制造模具。总之,制品精度不可能大于模具精度,精度越高,成本越大,维护的费用高。 d) 在运用制品公差标准时,应该注意制品有较宽剖面变化。 e) 如果制品在从模具中取出时不可避免地会出现变形,制品尺寸会受到影响,需要得到特别许可。 5.2 分类 对于模压固体橡胶制品的固定和封模尺寸,本节规定了四种公差等级,它们是: a) M1 级-精密模压制品。这种模压制品要求有精密的模具,模具的空腔 少,配制混合控制精确,但是,这会造成成本增加。要求运用光学比较仪或相 似的仪器进行检测,使由于测量仪器误差引起的橡胶测量偏差最小化。这种等级 的制品要求要实行费用控制和检验程序。 b) M2 级-高精度模压制品的控制要求与 M1 的基本一致。 c) M3 级-良好精度模压制品。 d) M4 级-尺寸控制不是关键点的模压制品。 5.3 固定尺寸和封模尺寸 在模压橡胶制品时,填入模具空腔的橡胶要多于填充空腔。多余部分造成溢 料飞边,这种飞边会妨碍模具的完全扣合,因此影响成品尺寸。 注:对于注胶成型的模压制品,可以考虑它们的所有尺寸都是固定的。下面规定了两套公差,F 和 C: 5.3.1 固定尺寸(F): 不受变形影响的尺寸,比如,不受飞边厚度,和不同模具的横 [ 侧] 向位移的影响(上下模具主件或模芯)。尺寸 l1,l2,l3, 见图 1。 5.3.2 封模尺寸(C): 不同模具件之间由于飞边厚度或横侧向位移动的变化而造成的变化尺寸。见 图 1,尺寸 d1, d2,d3, 和 h。注:F 和 C 尺寸它们可以有各自独立的公差。 5.4 公差 使用的公差应该由双方达成协议后选用,公差等级见 5.2 所述。表 1 中给出了标准公差。固定公差(F)与各自的尺寸有关,但是,所有的 封模公差(C)由最大的封模尺寸确定(h,见图 1)。
6.挤压成型 6.1 概述 加工时利用挤压成型的橡胶制品的公差要求大于模压成型的制品,因为橡胶硫化阶段会发生模口膨胀,经常发生收缩和变形等现象。 在硫化橡胶内使用了支承件时,这种变形会减小,支承件的性质取决于制品的断面形状和程度控制要求。这些性能决定了适用尺寸的公差等级。对于某些具体的人工合成橡胶,不能直接获得挤压成型的 E1 级公差。 6.2 分类 对于固体橡胶的挤压成型制品,本条款建立了 11 个公差等级,这与它们的尺 寸范围相关,即: a) 对于没有加支承件的标称截面尺寸的挤压成型制品,其公差分为 3 个级。 E1 优质 E2 优良 E3 无关键要求 b) 对于添加金属支承件的标称截面尺寸的挤压成型制品,其公差分 3 个级。 EN1精密 EN2优质 EN3优良 c) 对于表面光滑的挤压制品(如管材),它们的尺寸或标称直径公差分为 2个等 级(EG),这些挤压制品的厚度公差也分两个等级( EC)。 EG1和 EC1 精密 EG2和 EC2 优良 d) 挤压制品的切割长度(L)和截面厚度(EC)分为三个等级。 L1 和 EC1精密 L2 和 EC2优质 L3 和 EC3优良 6.3 公差 6.3.1 概述 经双方同意后选定公差,在 6.2 中的规定范围内选用。表 2-表 7 给定了标准公差。 对于任何挤压成型制品,三个尺寸变量中(即外部尺寸,内部尺寸和壁厚)的两个尺寸可以给予公差用来控制截面尺寸。 6.3.2 无支承挤压成型 表 2 给出了无支承挤压成型件的截面尺寸公差。 对于空心挤压成型件或有复杂切面的挤压成型件,在硫化时可能发生一定量的塌陷。可 以采用芯棒挤压或前述的方法限制或防止这种塌陷。切面的容许变形量由采购这说明。 6.3.3 芯棒支承挤压成型 空心挤压件的硫化可以在芯棒上进行,以便获得内部尺寸的接近公差,这种公差比无芯棒的公差低。这也适合用来切制圈环的管材。当制品从芯棒中取出时通常会发生收缩。所以实际上从芯棒上取出制品时 , 制品尺寸小于芯棒尺寸。如果芯棒的正公差超过挤压制品的收缩量,尺寸可能较大,在这种情况下,需要使用两个正公差。 用芯棒加工的制品内尺寸公差见表 3。正公差更加适合于芯棒自身,正是因为这个原因,制品的内部尺寸公差才不会在正负方向上发生改变。表 3 规定的负 公差没有增加。 所有其他尺寸符合表 2 规定。
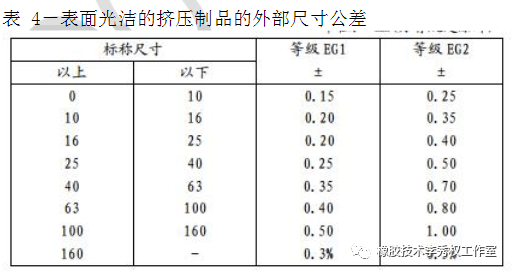
6.3.4 表面光洁挤压制品 6.3.4.1 表面光洁挤压制品的外尺寸(通常是直径)的公差见表 4。
注:这些公差同样适用于从表面光洁挤压制品管上切割下来的环件。 6.3.4.2 表面光洁挤压制品的壁厚公差(管件)见表 5。
6.3.5 切割长度 挤压成型制品的切割长度公差见表 6。
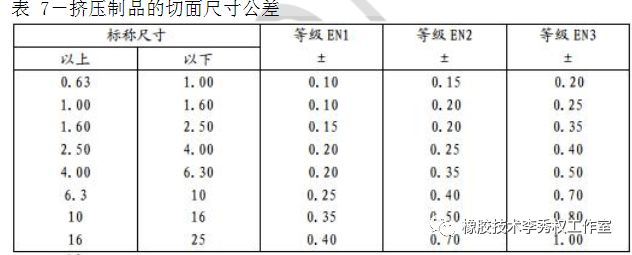
6.3.6 切割件截面 切割件截面的厚度公差(例如,密封环,垫圈和胶盘)见表 7。
注:只有用车床切割时才能获得 EC1 和 EC2 的公差等级。 表 2-无支承挤压制品的截面尺寸公差 7 压延板 7.1 概论 对于压延胶板,其考虑的内容和限制方法与挤压制品相似,特别时在压延辊之间的橡胶的膨胀以及硫化前和硫化中的变形。公差尺寸取决与制品的板材的表面光洁度。布纹胶版的厚度公差要求大于表 面光滑的或压制精细表面胶版的厚度公差。 7.2 分类 本条款规定了压延胶板的 6 种公差等级,在于尺寸范围有关,即: a) 标称厚度的 3 个等级的公差: a) ST1 精密 ST2 优质 ST3 优良 b)标称宽度的 3 个等级的公差 SW1精密 SW2优质 SW3优良 7.3 公差 经双方同意后选定公差,在 7.2 中的规定范围内选用。 表 8-表 9 给定了标准公差。
|



 返回搜狐,查看更多
返回搜狐,查看更多【本文地址】
今日新闻 |
推荐新闻 |